


























How to achieve high filling factor of enameled wires with different cross-sections in motor winding
According to the cross section of the enameled wire, two major categories are defined as round wire and rectangular wire. The inherent characteristic of the round shape is that the filling factor is low, and the shape of the rectangle and the slot is well matched. Preferred. Due to their rectangular cross-section, the fill factor can reach values of 80-85% in machines using them.
Magnet wire fill factor is defined as the ratio of the amount of conductor material copper (without insulation) to the available winding space lot, and it has a significant impact on the power density, thermal conductivity, manufacturability and overall cost of a motor. Fill rate is directly related to the current density limit, which is related to torque and power.

Compared with the traditional round enameled wire motor, the winding motor with rectangular cross-section can increase the slot full rate by 20%~30%, and the copper ratio per unit cross-sectional area is higher, which effectively reduces the winding resistance and thus reduces the copper loss. The thicker and smaller the resistance, the less energy will be lost on the wire due to heat generation. The length of the motor end of the rectangular cross-section is 5~10mm shorter than that of the round wire, which effectively reduces the copper consumption of the end winding and further improves the motor efficiency. The rectangular cross-section motor has a higher slot full rate. Under the same volume, the rectangular cross-section winding motor has a larger effective stator winding area, and the rectangular cross-section winding motor can output higher power and torque under the same loss.
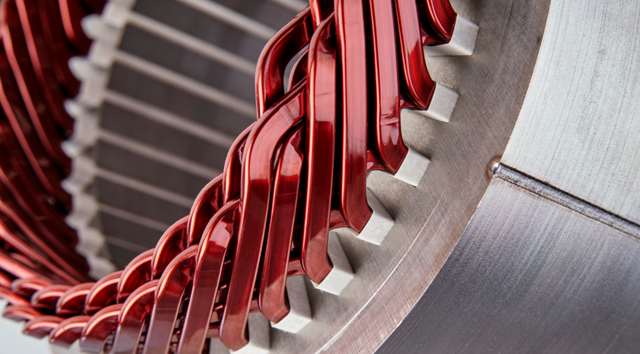
The rectangular cross-section winding motor flat wire has a more regular shape, fits closely in the stator slot, and has better contact with the stator core teeth and the yoke, reducing the thermal resistance in the slot and improving the heat conduction efficiency. The motor using the flat enameled wire structure has better rigidity, and the whole machine will also have better rigidity. The flat enameled wire winding is inserted through the end of the iron core, and does not need to be inserted from the slot. In the electromagnetic design, a smaller slot design can be selected to effectively reduce the cogging torque pulsation.
round copper wire
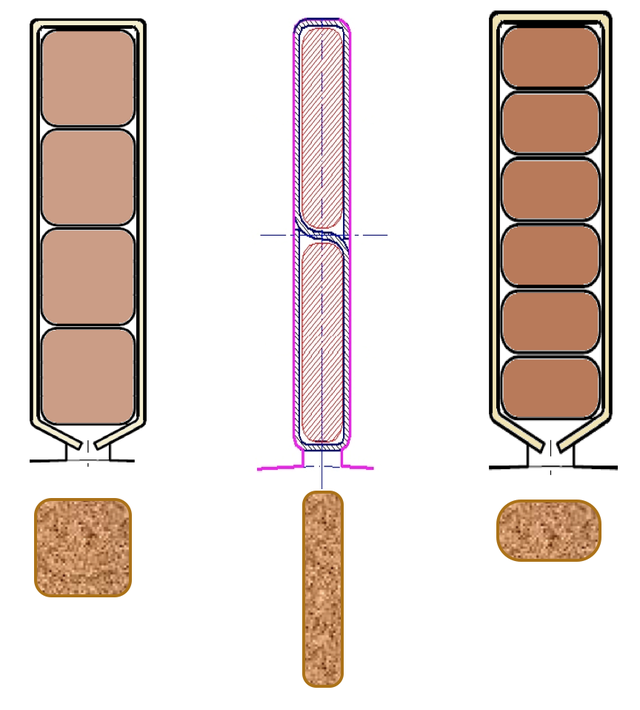
The insertion mechanism of the circular copper wire within the slot affects the fill factor of such windings, and the wires can be located in slots with different patterns. The winding mechanism can occur randomly, as shown in Figure a below, this is the most common solution for automated processes and mass production, but the fill factor is very low, usually below 55%. The second winding mechanism involves placing the wires in neat layers. This type of winding is called a layered winding, as shown in Figure b. A higher fill factor can be achieved than a random winding, but only if the layers are placed as shown in Figure c. , the fill factor can rise to 75%. In this case, quadrature cyclic windings are achieved. Layers and quadrature loop windings can be achieved using special needle mechanics, with this technology each wire is placed exactly where it needs to be in the slot.
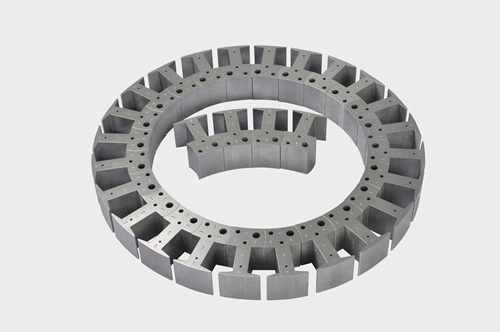
Another way to increase the fill factor of round wires is to use segmented stators, where fill factors as high as 60% can be achieved, but the design is limited to concentrated windings, with the windings wound directly on a single tooth slot. Concentrated windings have the advantages of shorter end windings (reduced copper losses) and higher fill factor compared to distributed windings, but at the cost of lower flux linkage and the Eddy current losses are high. To obtain a higher fill factor, the technique of segmented stators is used, with a fill factor of ≈80%, and the coils are wound directly on a single tooth slot. Similar fill factor values have been achieved by using soft magnetic composite structures and pre-compressed windings, a process designed to reduce the amount of voids in the windings, but the process is limited by deformation and the mechanical properties of the insulation, by using "joints" Overlap cores” for a slot fill factor of 75%.
A fill factor of ≈83% is achieved by pressing the round wire into a rectangular cross-section by lamination, in which case the insulating material needs to be investigated to ensure that there are no electrical faults in the coil. See for another solution that does not require concentrated winding or coil insulation deformation. In this work, a new segmented stator geometry is proposed that allows distributed windings to be realized: the windings are mounted on a flat ribbon stator, which is bent and welded in an instant.
The fill factor can be increased by using conductors with rectangular cross-sections, a technique that ensures complete filling of the slots, significantly excluding the percentage of dielectric material. Rectangular cross-section wires are widely used for high-voltage high-power synchronous motors with open-slot structures and double-layer windings, and more recently, bar-wound layouts obtained from prefabricated elements made of rectangular enameled wires have also been used for stator windings.
in conclusion
In general, a high fill factor means a large conductor area relative to the slot, which ensures higher thermal conductivity, and copper can withstand higher thermal resistance compared to other dielectric materials. The improved thermal performance of the insulating material can reduce thermal stress, allowing for higher temperatures inside the motor due to higher heat dissipation capacity. For example, it is predicted that a 60% increase in stator current density will cost a temperature increase of 70 °C (from 130 °C to 200 °C).
 XINDA
XINDA