


























Analysis of hot melt welding process of motor
Why is the performance of the terminal hot melt welding process much better than the terminal crimping process or the terminal crimping tin dipping process in the connection of motor stator lead copper terminals?
Terminal crimping is to simply squeeze the copper wire after scraping the paint to cause physical deformation of the copper wire, and use the surface friction between adjacent copper wires to ensure the connection between the copper wire and the terminal. In this way, there may be insufficient deformation of the copper wire, that is, a void is formed between the copper wire and the copper wire and between the copper wire and the terminal (Figure 1). As a result, the resistance coefficient of the crimping part increases, the conductivity decreases, and the durability of use decreases. And it is easy to generate heat and generate high temperatures, forming a hidden danger point of wire harness burnout.
Some current situations:
1. The three-phase resistance values are unbalanced and the difference is too large;
2. When high-pressure dipping paint is used, there is a risk of paint penetration;
3. The resistance value balance is within the allowable range when leaving the factory, but over time there is an excessive difference in resistance between the three-phase lines;

For terminals with poor crimping profiles, the crimping area of the copper wire of the terminal is generally dipped in tin (see Figure 3). However, judging from the cross-section, the tin liquid cannot completely penetrate the inside of the crimped terminal, and there are still some voids that cannot be filled by the tin liquid (as shown in Figure 3). Therefore, immersion tin cannot eliminate the increase in resistance caused by the voids between the copper wires. , the conductivity decreases, the durability of use is low and other undesirable conditions.
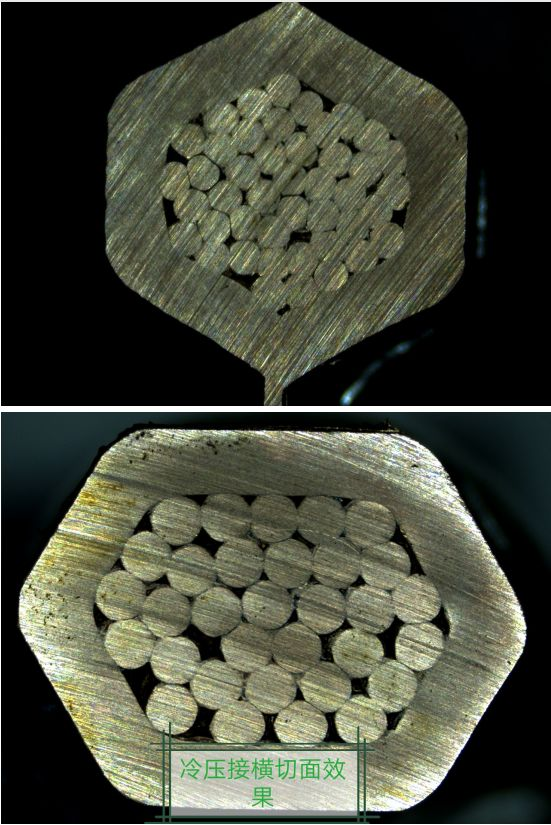
The hot melt welding process first vaporizes the paint (save the process of scraping the paint), and then welds adjacent metal surfaces to form a fusion between metal molecular layers, which is almost as good as welding adjacent metals into a whole. Compared with terminal pressing, After the connection, the adjacent copper wires are still independent metal entities, and the density of the heat-welded part is better, with almost no voids (see Figure 4). It has good electrical conductivity and extremely low or nearly zero resistance coefficient, which effectively improves the durability of the motor, is not easy to heat up, and has no quality risks.
After testing, the resistance difference of the three-phase lines is within 0.1%, and there will be no penetration of tin.
LN motor stator copper nose hot pressure welding is to transfer the resistance heat generated by the electrodes to the terminals, and use this heat and pressure to perform crimping. It is a hot pressing process that uses resistance heat energy to ensure that the coating of the wire is first stripped off, and then relies on the clamping force of the terminal to ensure the bonding strength.
As welding support, the LN-RRJ100 welding machine requires copper terminals or copper tubes.
The thermal welding process consists of two simultaneous operations:
1. The current passing between the electrodes heats the copper terminal or copper tube and causes the enameled wire paint to vaporize
2. The pressure of the electrode acting on the bracket compresses it into one body, which has extremely high motor performance.
1. The initial heat vaporizes the patent leather of the electromagnetic wire (enameled wire);
2. Further heating, after the paint vaporizes, provides conditions for the copper wires to be connected together;
3. Finally, further heating and pressure are applied, and the cleaned copper wires transfer heat to each other. Not only are the copper wires connected together, but the copper wires are also connected to the terminals.
4. After the power is turned off, the pressure needs to be maintained to prevent the copper wire connection from loosening.
5. The connection formed by this welding method has strong pulling force, durability, and almost "zero resistance" connection.
Advantages of LN hot melt welding machine
1. No need to remove the paint, solder, or welding rods in advance;
2. Each enameled wire is 100% conductive, and the difference in resistance value of the three-phase wires is small, generally within 0.5%;
2. The copper wire is clearly visible and the cross section is almost seamless;
3. The enameled wire cannot be pulled out, but can only be broken. When a single wire is broken, the relative pulling force is relatively large; ;
4. The deformation of the copper terminals or copper tubes is consistent, and the thickness imbalance of the copper terminals after welding is within 0.1mm;
6. Operators only need very simple training, and they only need to turn on the machine and select parameters;
7. The production efficiency is fast, and it only takes a few to twenty seconds to complete at a time;
Using medium frequency inverter welding power source, the current output is stable and closed-loop control, which will not be affected by the power grid voltage or impact on the grid voltage. Customized transformer, suitable for high-current and long-term current output during motor lead welding.
Compared with ordinary power frequency controllers, intermediate frequency controllers have the following advantages:
1. Three-phase AC power input, balanced power consumption; high power factor;
2. For the same welding workpiece, the welding time is shortened, power is saved, the welding stable zone is enlarged, and the electrode life is increased;
3. The special upgrade of the software especially meets the high requirements of motor stator lead wire welding, ensuring the stability of the current and meeting the requirements of high load use.
4. Can avoid excessive burns on patent leather;
5. Fast response control of current improves the quality of solder joints.
6. The unique thermal energy control system ensures that the deformation of the copper pipe becomes consistent during continuous welding.
main feature:
1. Up to 60 sets of welding specifications can be programmed, and the corresponding specifications for different copper terminals can be programmed and saved;
2. Three-stage heating process: preheating, welding, and tempering;
3. The welding section can be set to a maximum of 99 pulses for repeated energization;
4. Different specifications can be programmed for pressure control and can be saved in memory so that the pressure can no longer be set repeatedly; it needs to be used with SMC electrical proportional valves.
5. Welding current and time can be stored;
6. Solder spot counting function.
Technical Parameters:
1. Input voltage: three-phase 380V, 50HZ/60HZ, power supply fluctuation +10%, -20%;
2. Output voltage: single-phase PWM output 500V;
Welding power controller current saving system:
The current storage system can save each welding current (generate EXCEL table), providing powerful data support for daily production management. The current can be adaptively adjusted to achieve a balance between heat energy and temperature.
1. Monitoring of deformation (displacement) of copper terminals
In order to ensure the consistency of welding, a control system was specially developed. This system requires the help of "Siemens PLC" and displacement sensors.
Through this system, PLC can collect the pressure and displacement parameters during welding and save and monitor them in real time.
The deformation amount of the copper terminal (copper tube) can be set and saved through the PLC, and corresponds to the current setting specifications. When the deformation of the copper terminal (copper tube) reaches the set value during welding, the welding power source will stop discharging and maintain it for 1-3 seconds, and the cylinder will be lifted to obtain more consistent welding.
The deformation amount only needs to be set through the PLC and does not need to be limited by the cylinder stroke.
Remark:This solution only saves the data on the USB flash drive, and the data cannot be connected to the MES system. You can choose data transmission and interface with the MES system.
1. When the deformation is not within the set value range, an alarm will occur;
2. The deformation imbalance of copper terminals is within 0.1mm.
3. You can choose a code scanner to scan the stator number. The saved data can be matched with the stator number.
2. Pressure setting system and pressure monitoring system
The controller (welding power source) comes with a pressure setting system, and with the SMC electrical proportional valve, we can set the corresponding pressure for each specification of terminal and save it. This avoids the need to reset the pressure when replacing copper terminals of different specifications.
1. Equipped with an SMC electrical proportional valve, the pressure values corresponding to each set of specifications can be numerically set through the controller and saved to avoid pressure inconsistencies caused by manual adjustment of the pressure regulating valve. Copper terminals of different specifications can be automatically switched corresponding to different pressure values, and no further settings are required. During the entire welding process, different pressures can be set at each time interval to obtain better welding results.
2. Equipped with a pressure sensor, which can display the pressure value in real time and save it. The pressure has a monitoring function. When the pressure exceeds the set range, an alarm will be issued.
3. Equipped with a pressure switch, when the air pressure is lower than the set range, it will alarm.
4. Equipped with a precision pressure stabilizing valve to ensure the stability of air pressure.
Equipment operation process
1. Workers push products and fixtures into the welding work platform;
2. The operator aligns the terminals to be welded on the motor to the lower electrode welding area;
3. Press the "foot switch" with your foot - press the upper electrode down in place, and press the upper electrode tightly against the product - press the "power switch" again with your hand - welding - the upper electrode automatically resets after welding is completed - switches the welding point position Cyclic operations - launching products and returning to the production line - repeated operations. (Any process can be reset by pressing the emergency stop switch).
This welding machine can save 60 sets of parameters, each set of parameters corresponding to the welding current and welding time.
When welding terminals of different specifications, you only need to select the corresponding parameters through the touch screen of the operation interface.
Production rhythm:
Welding a wire nose takes 8S-20S.
 XINDA
XINDA