


























A closer look at the key technical requirements of motor manufacturing
Date:2026-04-12 Author:Shandong Xinda Motor Co., Ltd.
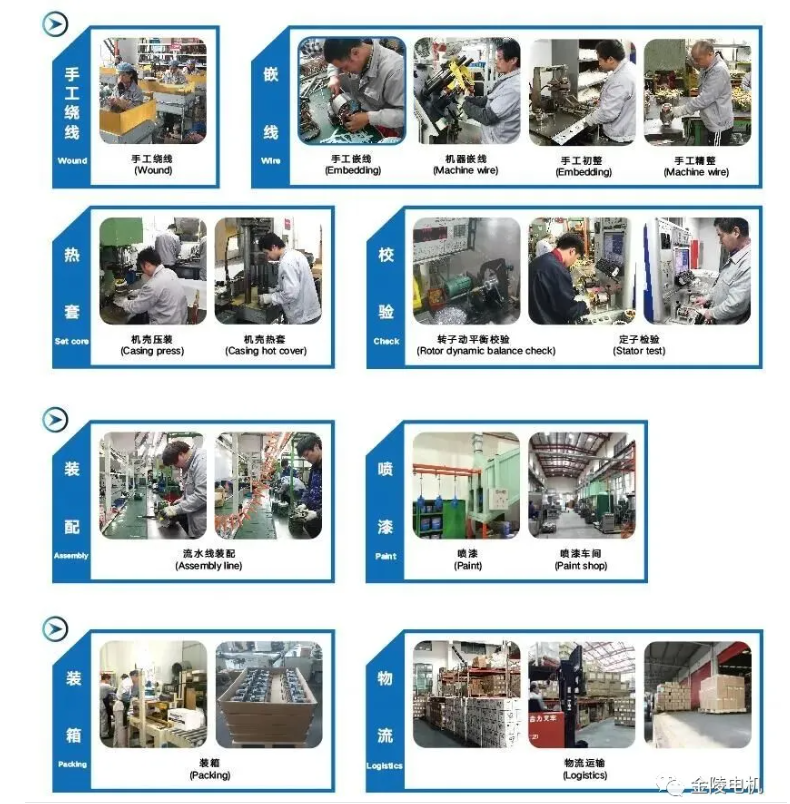
The technical and economic indicators of an electric motor are largely related to its manufacturing materials and processes. In electric motor production, products with the same design structure and from the same batch of raw materials can often vary significantly in quality. Without advanced manufacturing technologies, it is difficult to produce high-quality products. Today, let's look at some of the key processes in electric motor manufacturing.

 XINDA
XINDA