


























Detailed introduction and feature analysis of various grinding tools
1. Diverse Types of Grinding Wheels and Grinding Tools
In grinding and polishing, abrasive grains play a crucial role. They continuously roll between the workpiece and the grinding media, often performing their work in the grinding fluid. The accelerated impact of the abrasive grains onto the workpiece material, displacing them into particles, is a key step in energy-constrained abrasive machining. In addition, there is a fourth active mechanism: pressing the tool firmly onto the workpiece using significant force and continuous pressure. Notably, vibratory grinding and honing are often considered force-constrained machining processes.
2. Grinding wheel
Grinding wheels, also known as bonded tools, are an indispensable part of the grinding and polishing process. Traditional grinding wheels are mainly composed of abrasives such as Al2O3 or SiC, and their wheel bodies are monolithic structures (see Figure 1, left). However, with the development of superhard abrasives, due to their excellent wear resistance and relatively high price, the application of thin abrasive layers on the grinding wheel body has gradually become more widespread. Furthermore, depending on the bonding system, the abrasive layer can be multi-layered (see Figure 1, center) or a single-layer structure.
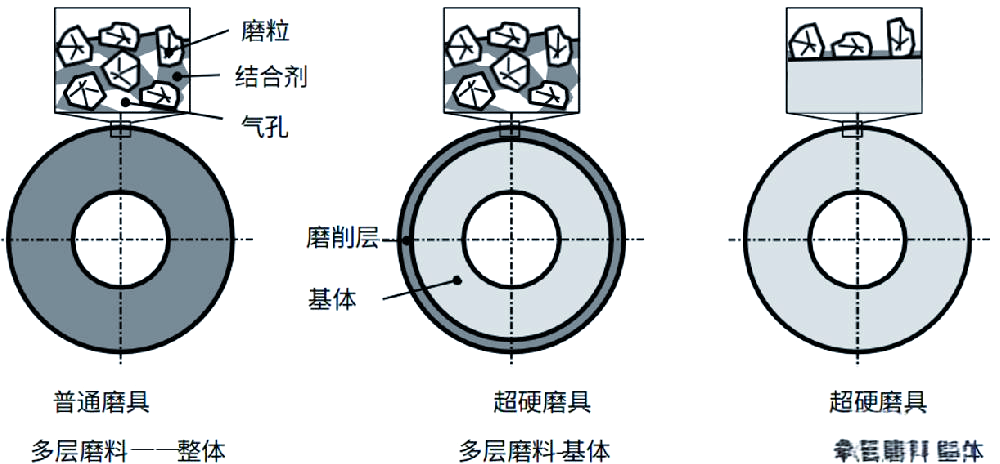
Figure 1: Bonded Abrasives .
In the field of high-speed machining, the use of ceramic bonds places more stringent requirements on the toughness of grinding tools. High-efficiency deep grinding technology has specific requirements for the porosity and toughness of grinding tools. In contrast, ordinary grinding tools, with their low-temperature sintering technology and reinforced abrasive grains, have secured a place in the market.
3.1 Shape and Structure
The shape of a grinding tool and the composition of its abrasive layer are key factors that determine its performance. The dimensions of a grinding wheel are usually described in the form of "(outer diameter) × (thickness) × (inner diameter)," and for superhard grinding wheels, the thickness of the grinding layer is also an important parameter.
The pass width has a significant impact on grinding performance and surface roughness. Cup-shaped grinding wheels with a larger pass width can significantly reduce workpiece roughness due to the greater number of passes during the grinding process.
The abrasive layer consists of abrasive grains, a bonding agent, and pores. Abrasive grains are crucial for cutting, while the bonding agent securely holds the grains in place and releases the dulled grains when needed. Furthermore, the bonding agent effectively transfers the forces generated during tool rotation and conducts heat generated during machining. The design of the pores is critical; they introduce coolant and lubricant into the cutting zone while simultaneously removing chips. They serve as both chip space and coolant/lubricant space, and their number, size, and total volume can be flexibly adjusted using a pore-forming agent.
4.2 Special Grinding Wheel Types
In the field of grinding tools, there are several types of grinding wheels with special shapes or functions. These types are often optimized for specific applications or workpiece characteristics to meet specific machining needs. For example, ultra-thin grinding wheels are designed for high-precision grinding, while cup-shaped grinding wheels are particularly suitable for internal grinding. In addition, there are compound grinding wheels, profile grinding wheels, and others, each with its own unique application characteristics and advantages.
5.2.1 Centerless Grinding Wheel
Centerless grinding, a type of circumferential grinding, is commonly used in mass production. In this process, the workpiece is not fixed along its central axis, but rather supported on its circumference for grinding. Centerless grinding can be used for both external and internal cylindrical grinding. For external cylindrical grinding, the workpiece is placed between the grinding wheel, workpiece support, and control wheel. For internal centerless grinding, the workpiece is located between rolls or wearers and is driven by control wheels or end panels.
In the application of centerless grinding wheels, the structural density in the width direction of the wheel must be closely monitored. When manufacturing wide grinding wheels, it is necessary to increase the pressing pressure and prolong the pressing time compared to thin grinding wheels. In addition, the transition area from grinding to spark discharge is the part with the most severe wear, but this is not determined by the grinding wheel density, but is closely related to the contour wear during transverse grinding operations.
The contact characteristics between the workpiece, grinding wheel, control wheel, and workpiece backing plate are crucial to machining stability. Simultaneously, the elasticity of the grinding wheel affects the grinding force and depth of cut. The control wheel, also known as the adjusting wheel, is primarily used to regulate the workpiece speed. It is typically a rubber-bonded corundum or a steel body with a carbide coating, adjusting the workpiece speed through frictional acceleration or deceleration. Its complex shape enables linear support of the workpiece. It is worth noting that the control wheel profile is affected by its tilt angle, workpiece center height, and workpiece diameter. A new control wheel profile calculation model helps to shorten dressing time and reduce wheel wear.
1.2.2 Gear Grinding Wheel
Gear grinding encompasses various methods, including form grinding and contour grinding, as well as continuous and discontinuous grinding. In form gear grinding, the gear shape is primarily generated by complex machining kinematics, while contour grinding relies more on the contour of the grinding wheel to shape the gear (see Figure 2). These grinding processes require grinding tools with excellent durability to withstand long contact times. Especially in tooth surface form grinding, the contact length can rival the contact degree in creep feed grinding, posing even more stringent challenges to the grinding tools.
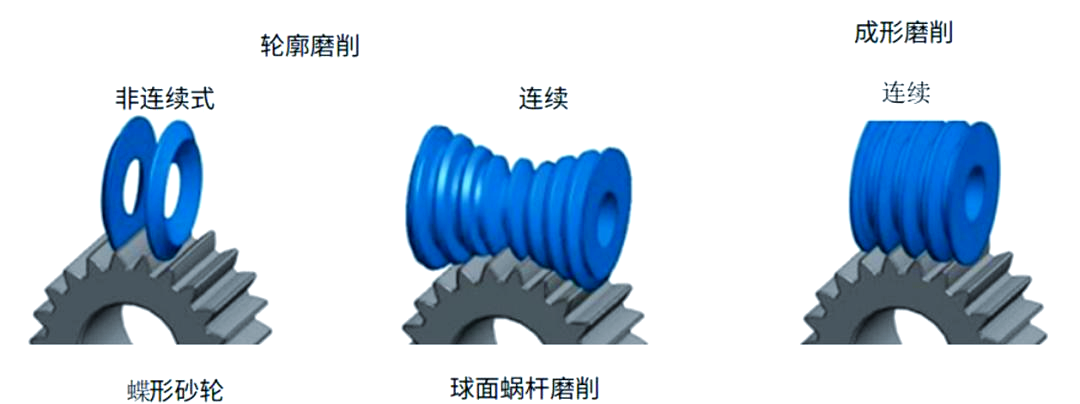
The selection of grinding tools is crucial in gear grinding. Different types of grinding tools, such as grinding wheels, have different grinding characteristics and applications. Therefore, selecting the appropriate grinding tool based on the gear's shape, size, and precision requirements is key to ensuring grinding quality.
1.2.3 Cylindrical Peeling Wheels
In gear grinding, cylindrical peeling wheels are commonly used in external cylindrical grinding or peeling grinding processes. This process is characterized by its transverse feed and tilting wheel design, resulting in a very small machining area, almost approaching point contact. This allows for high flexibility in workpiece shape during machining, while maintaining relatively low grinding force. However, due to point contact, the abrasive grains experience high pressure and load during grinding. Therefore, superhard abrasive grains are typically chosen, ensuring they are firmly bonded to the bonding matrix. Furthermore, the hardness of the abrasive layer is a crucial consideration. Currently, ceramic-bonded CBN wheels are widely used in peel grinding, achieving circumferential speeds up to 160 m/s and material removal rates of several hundred mm³/mms.
1.2.4 Tool Wheels
For machining tool steel and high-speed steel, corundum or CBN wheels are commonly selected. For cemented carbide and ceramic tools, silicon carbide or diamond wheels are primarily used. In cemented carbide tool wheels, the diamond grit size is typically between D46 and D181. The diamond grains in these wheels have low toughness, enabling self-sharpening during grinding, and their irregular shape also helps maintain good holding force within the bond.
When machining hard carbides and cermets, high-density diamond abrasive grains are preferred to achieve smaller individual abrasive forces. This not only reduces wheel wear but also ensures that the dimensional and form tolerances of the workpiece remain unchanged. Furthermore, tool grinding often requires wheels with complex shapes, and resin-bonded wheels are frequently chosen for such machining due to their soft bonding force, ease of dressing, and strong damping capabilities.
1.2.5 Surface Grinding Wheels for Turbine Materials
Turbine materials, such as nickel alloys or aluminum alloys, produce long chips during grinding due to their high ductility. The characteristics of these chips can lead to wheel clogging, accompanied by contamination and burr formation. Simultaneously, the low thermal conductivity of turbine materials can cause thermal damage to the surface layer of the grinding zone. Therefore, grinding wheels specifically designed for such materials are characterized by high porosity to optimize cooling and chip removal. In industrial applications, continuous dressing is performed simultaneously with grinding to ensure continuous wheel cleanliness and efficient grinding.
Viper grinding is a highly efficient technology that cleans and dresses the grinding wheel through the continuous action of a high-pressure coolant flow. This method relies on grinding wheels with high porosity, effectively addressing abrasive wear caused by carbides and intermetallic phases in turbine materials, thus achieving a self-sharpening effect.
1.2.6 Grinding Needles
Grinding needles, also known as mounting wheels or mounting points, are small wheels with a mandrel, one end of which is fixed by bonding, molding, or die casting. These tools play an important role in deburring, weld finishing, chamfering, and dental procedures, and are widely favored for their ease of handheld operation. Grinding needles come in various shapes, and the long axis design of the grinding pin allows the tool to deform under grinding forces, enhancing its flexibility. Furthermore, the combination of an open grinding wheel structure and soft bonding technology gives the grinding needles excellent self-sharpening properties, enabling them to adapt to different grinding needs.
1.2.7 Long Needle Diamond Grinding Wheels
In the late 1970s, long needle diamonds began to appear on the market, with a length-to-thickness ratio ranging from 2:1 to 5:1. The synthetic growth direction of these long needle diamonds is consistent with the diamond principal axis, i.e., following the crystallographic [100] direction [TOML78a]. Due to the continuous accumulation of (111) regions, they form a stepped surface structure.
Long needle diamonds are relatively thin in the octahedral plane direction. Therefore, during grinding, the abrasive grains are prone to breakage along the stepped growth plane, resulting in wear. It is worth noting that the particle size classification of long needle diamonds cannot be performed through conventional sieving procedures. Therefore, diamond abrasive manufacturers need to use a projection microscope for physical measurement.
To fully utilize the fracture properties of needle-shaped diamond and optimize abrasive adhesion, needle-shaped abrasive grains with a ferromagnetic coating can be combined with an electromagnetic system. The example in Figure 3 illustrates how radial magnetic field lines are applied in a 1A1 cylindrical grinding wheel mold. When the grinding wheel is loaded into the mold along with the resin-bonded mixture, its orientation must be parallel to the magnetic field lines. The subsequent pressing and curing process is similar to that used in the fabrication of other resin-bonded grinding wheels.
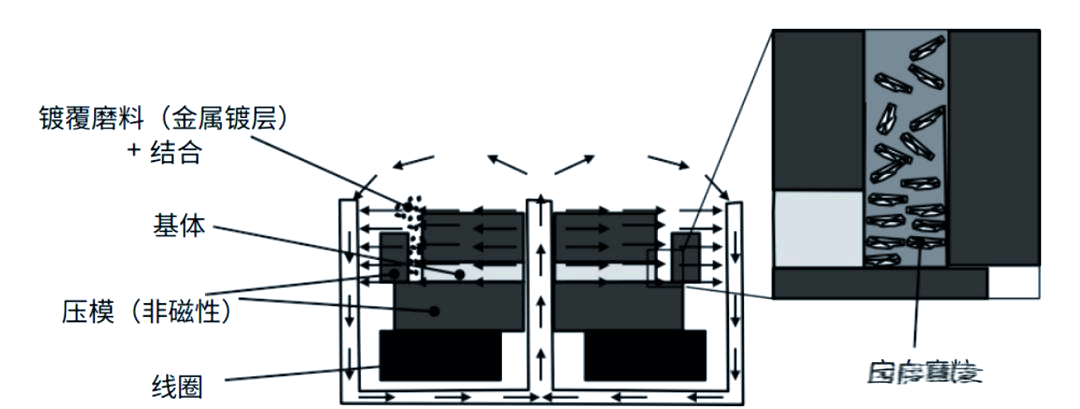
Figure 3 shows the electromagnetic system used to determine the orientation of the needle-shaped diamond in the 1A1 cylindrical grinding wheel. During grinding, needle-shaped diamond grinding wheels, due to their unique morphology, have a greater number of surface-active abrasive particles compared to other similar abrasives. This allows resin-bonded needle-shaped diamond tools to exhibit superior performance when machining brittle workpiece materials. Nevertheless, needle-shaped diamond grinding wheels are not widely available in the market. Notably, needle-shaped diamond is widely used in the dressing of ceramic-bonded grinding wheels, further demonstrating its unique grinding characteristics.
6. Coated abrasives
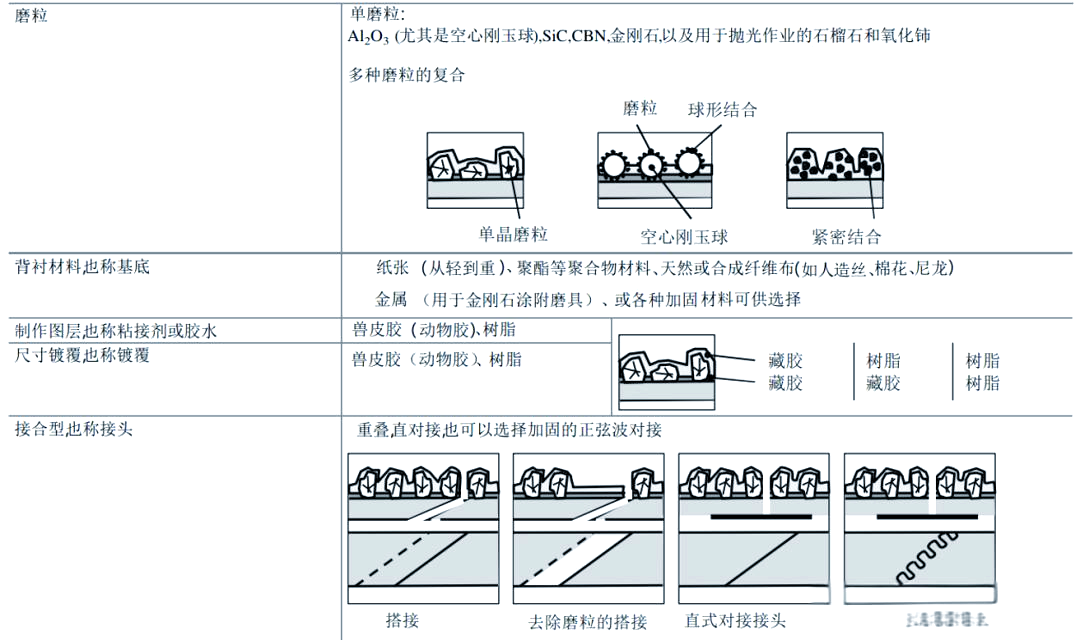
Coated abrasives are tools in which abrasive grains are tightly bonded to a backing material using an adhesive (as shown in Figure 4). They encompass various forms, including abrasive belts, abrasive pads, and abrasive discs. In the automotive manufacturing industry, abrasive discs are often used for fine preparation before body painting. In metalworking, coated abrasives are mainly used for deburring, roughing, and fine grinding. Compared to grinding wheels, coated abrasives have a wider market application and a larger market share.
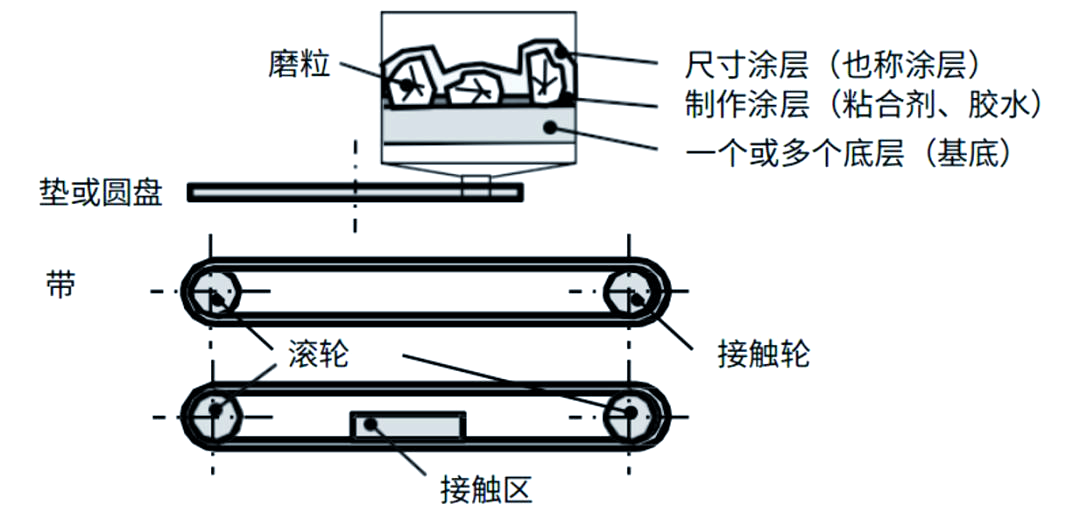
Figure 4 shows the abrasive layer structure of coated abrasives and their common designs. When an abrasive belt grinds a workpiece, engagement occurs not only in the contact area but also in the free parts, allowing for non-contact engagement.
Coated abrasives mainly consist of abrasive grains, backing material, coating, dimensional coating, and splicing components, as shown in Table 1. Furthermore, the grain size, morphology of the abrasive, and the dimensions of the abrasive are key characteristics affecting its performance.
7.1 Manufacturing process of coated abrasives
The manufacturing process of abrasive belts, as shown in Figure 5, begins with the preparation of the backing material. A wide range of backing materials can be chosen, including paper, natural or synthetic fiber cloth, and even metal (for diamond-coated abrasives). Furthermore, to enhance performance, the backing may be treated for moisture protection or reinforced with metal wire. During manufacturing, special attention must be paid to the strength and flexibility of the backing material to ensure the quality of the final product.
Figure 5 illustrates the abrasive belt manufacturing process. During manufacturing, the bonding material is coated in one or more layers, with the base bonding layer being crucial for the coating process, while the dimension coatings serve as upper bonding layers. To further improve product performance, additional coatings can be added to achieve effects such as dust protection.
After coating, a gel forms upon cooling or drying. This gel then fixes the abrasive grains in the mineral coating step via gravity or electrostatic scattering. In gravity scattering, a dispensing device evenly applies the abrasive grains to the coating substrate. Electrostatic scattering is more advanced, using an electrostatic field on the conveyor belt to orient the abrasive grains, resulting in a uniform distribution and greater protrusion (Figure 6). This method offers high reproducibility and uniform abrasive grain distribution. Figure 6 illustrates the scattering method for abrasive
belts. After abrasive grain positioning, a dimensional coating is applied; this step is crucial for maintaining the gap between the abrasive belts. After drying and hardening, the conveyor belt is rolled, cut, and may be spliced. The type of belt splicing has a significant impact on process stability and is often reinforced with aluminum foil. Overlap splicing is suitable for various situations, but it's important to note that thickness differences may exist near the overlap joint, potentially leaving marks on the finished surface. Therefore, if a scratch-free finish is required, it's recommended to choose an overlap joint that removes the abrasive grains. While linear or sinusoidal butt joints can withstand high stress and are suitable for high-performance applications, each joint generates vibration in the machine/tool/part system, potentially leading to chatter and surface marks on the parts. In recent years, the emergence of new seamless, splice-free conveyor belt technology has effectively solved these problems.
8.3 Abrasive grains in coated abrasives
The single-crystal abrasive grains used in coated abrasives are quite similar to those in grinding wheels. The difference is that the abrasive grains in coated abrasives are typically graded with wider intervals. These grains are completely embedded in the binder material, significantly increasing their resistance to abrasive grain shedding. Therefore, in belt abrasive grinding, grain spalling and wear are more common than grain shedding.
Besides monocrystalline abrasives, polycrystalline abrasives are also an indispensable component in coated abrasives. Among them, hollow corundum, an abrasive sintered into hollow spheres, performs exceptionally well in abrasive belts and is renowned for its long-lasting properties. Even as the sphere wears down during grinding, the internal abrasive particles are exposed on the outer shell, thus enabling uniform and efficient cutting.
9. Honing tools
Honing tools are similar to grinding wheels in terms of bonding agents and abrasive materials. Common tools include honing rods, profiled tools, and gear honing tools (see Figure 7).
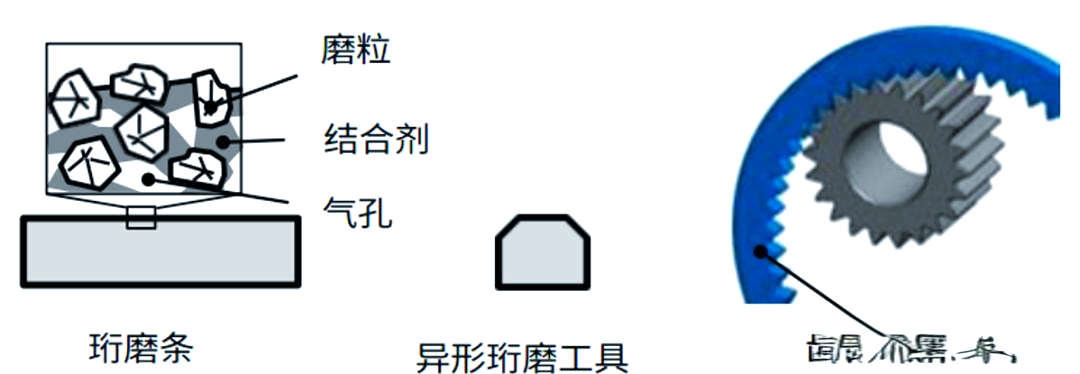
Figure 7 illustrates the diversity of honing tools, which utilize different types of bonding agents such as ceramics, resins, sintered materials, and electrodeposited materials. Honing tools are similar to grinding tools in terms of abrasive size and concentration, but their applications differ. Fine-grained honing rods are primarily used for workpiece shaping and surface finishing, rather than shape correction. Notably, diamond and CBN can exhibit similar machining effects during honing.
The choice of bond hardness is crucial to the performance of honing tools. Generally, harder bonds are used in combination with coarse diamond and CBN to ensure wear resistance and machining efficiency. For honing rods, the choice of bond varies depending on the abrasive grain size. For example, coarser abrasive grains often use iron bonds, medium-sized abrasive grains often use softer bronze bonds, while fine abrasive grains down to the micron level are mostly bonded with resins.
Honing is defined by the continuous contact between the tool and the workpiece, a characteristic that distinguishes it from processes such as gear honing. In gear honing, the profile of the honing tool is formed by the tooth shape of an internal gear, and the back-off correction of the gear teeth is achieved through the action of gear dressing rollers and cylindrical dressing rollers. Recent studies have shown that ceramic binders exhibit superior abrasive grain retention capabilities compared to resin binders in single abrasive scratch tests and honing tests.
10 Polishing tools
In the polishing process, abrasive particles are finely suspended in a liquid medium or binder and guided to the workpiece surface by a specific reversing device. Therefore, a polishing tool is essentially a mixture containing abrasive particles, a medium, or a binder, in a form similar to a paste or suspension.
In flatbed polishing technology, the binder plays a crucial role, responsible for firmly fixing the abrasive particles to the flatbed. This binder melts upon light contact with the polishing plate and bonds tightly to its surface. The quality of the polishing paste is primarily influenced by the melt and vaporization temperatures of the binder; the greater the difference between these two temperatures, the superior the quality of the polishing paste.
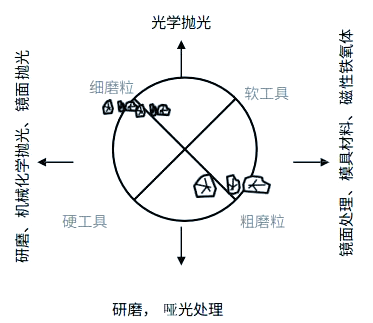
Furthermore, polishing processes can be categorized based on the size (coarseness) of the abrasive particles and the hardness of the polishing pad. For example, optical polishing of glass typically employs fine particles and soft polishing pads. However, this categorization does not fully reveal the mechanisms of material removal. In reality, the combined effect of chemical and mechanical mechanisms is key to material removal.
In the process of polishing steel using diamond abrasives in a water-alcohol suspension, it can be observed that the localized load between the polishing abrasive and the workpiece causes plastic deformation of the steel. Due to the excellent thermal conductivity of diamond abrasives, it is unlikely to trigger significant thermal effects or chemical reactions during this process. Material removal is mainly achieved through the combined action of two mechanisms: micro-plowing and micro-exfoliation.
4.1 Selection of Polishing Abrasives
In the polishing process, the selection of abrasives is crucial, as it directly affects the material removal rate. Common abrasive sizes are approximately 1 µm. For coarse grinding, harder abrasives are usually selected, such as diamond, magnesium oxide, pumice, beryllium oxide, chromium oxide, iron oxide, and garnet. For fine polishing, softer abrasives are required, such as kaolin, chalk, barite, talc, diatomaceous earth, and Vienna lime. These softer abrasives can effectively remove minor imperfections while avoiding excessive damage to the workpiece.
4.2 Binder Material of the Slurry
In the polishing process, the binder material of the slurry plays a vital role. These not only affect the physical properties of the slurry but also directly influence the polishing effect. Common binders include stearin-stearic acid, oleic acid-grease, paraffin-wax, fats, waxes, and petrolatum. Each of these materials possesses unique properties, such as cohesion, hardness, and elasticity, which can meet different polishing requirements. Furthermore, the addition of surfactants and emulsifiers can further enhance the polishing operation, improve the polishing effect, and increase the durability of the abrasive compound. Simultaneously, the addition of rheological substances such as aluminum soap, aluminum alkynes, bentonite, and fine talc can effectively increase the viscosity of the fluid paste, thereby optimizing the friction effect and material removal process. In the processing of some high-value optical components, asphalt, a viscoelastic material mainly derived from pine resin or petroleum resin, is also used, possessing excellent processing performance.
4.3 Selection of Polishing Pads
There are many types of polishing pads or alignment agents; however, in practical applications, there is a lack of selection models for different applications. Polishing pads can be broadly classified into three categories:
- Deformable polishing pads, such as bitumen or cast polyurethane, have good elasticity and are suitable for certain specific processes.
- Soft polishing pads, such as cloth and porous synthetic felt, are soft and skin-friendly, and suitable for fine polishing work.
- Hard polishing pads, such as hard felt, filled or unfilled polyurethane foam, impregnated cloth, and fine laminates, provide stable support and friction, suitable for rough polishing needs.
When selecting polishing pads, their physical properties, durability, and impact on material removal rate must be comprehensively considered. In automated glass polishing processes, polyurethane foam pads generally exhibit superior performance compared to asphalt pads.
5 Grinding
The grinding process involves geometrically undefined cutting edges, involving the cutting of loose abrasive grains in a fluid or paste called abrasive slurry. During grinding, an object that typically has shape transfer capabilities, also known as a grinding tool, acts as a guide. Ideally, the cutting paths of these abrasive grains are random, i.e., undirected. Its effective mechanism is quite complex, involving chip formation, microgroove generation, and the superimposed effects of brittle machining caused by microcracks and grain shedding. Grinding processes vary widely, including surface grinding, grinding with a fixed or freely moving workpiece, external or internal cylindrical grinding, contour grinding, and ultrasonic grinding.
5.1 Abrasives Used in
Grinding A wide variety of abrasives are commonly used in grinding processes, including silicon carbide, corundum, boron carbide (B4C), and diamond. Of particular note is boron nitride (B4N), which is specifically designed for grinding carbides. The typical size range for various abrasive grains is as follows:
- The size range of silicon carbide and corundum is 5-1 μm;
- Boron carbide has a size range of 60-5 μm;
- Diamonds are much finer in size, ranging from 5 to 0.5 micrometers;
- The size range of chromium oxide is 2-1 μm.
The diamond grinding fluid is ingeniously designed to ensure uniform abrasive dispersion even at low viscosity, effectively preventing sedimentation. During the grinding process, new abrasive particles are continuously replenished to replace broken particles, maintaining grinding efficiency. It is worth noting that the replenishment frequency of diamond abrasive grains is relatively low.
In loose abrasive grinding processes, the characteristics of the abrasive grains are crucial. These include the grain shape, size, size distribution, and crushing properties. Regarding shape, blocky equiaxed abrasive grains are considered ideal due to their properties, which fall between spherical and acicular shapes. Spherical abrasive grains tend to roll between the grinding plate and the workpiece rather than cut, while acicular abrasive grains can cause deep scratches. Furthermore, the presence of oversized abrasive grains can also damage the workpiece.
6. Sawing Tools
Diamond saws play a crucial role in the processing of stone and refractory materials due to their superior cutting performance. Meanwhile, the electronics and solar energy industries also widely employ wire sawing technology to precisely cut silicon and quartz crystals into wafers. In multi-wire cutting, multiple single wires led from multiple coils form multiple cutting lines, achieving simultaneous cutting. The wires can be either abrasive-containing or operate in abrasive-containing slurry to meet different cutting needs (see Figure 9, left).
Figure 9 shows a comparison between wire saws and hole saws. As mentioned earlier, wire saws play an important role in the electronics and solar energy industries, and their multi-wire cutting technology can efficiently and accurately cut silicon and quartz crystals. Hole saws, on the other hand, are commonly used in the processing of wood and metal, and their characteristic is that the cutting depth and angle can be adjusted as needed to meet diverse cutting requirements.
6.1 Bonding Process of Wire Saws
The bonding abrasive wire in a wire saw has a core layer of abrasive particles coated with diamond. During the manufacturing process, the diamonds can be bonded with resin or fixed by electroplating.
6.2 Loose Abrasive Wire Saw
In grinding processes, loose abrasive wire saws are a common grinding tool. Their grinding media mainly consist of abrasive grains (usually SiC) and media (such as oil or ethylene glycol), which are applied to the uncoated wire by spraying for in-line grinding.
6.3 Internal Diameter Saw
An internal diameter saw, also known as an internal hole saw or internal diameter cutting tool, has a core structure of a rotating hacksaw blade with a layer of diamond abrasive grains electroplated on its inner wall (see Figure 9, right side). During operation, the hacksaw blade is firmly clamped at its outer diameter, while the blade and workpiece reciprocate radially relative to each other.
7.1 Crushing
In the field of materials processing, the process of reducing particle size mechanically is called grinding. This process also includes terms such as crushing and natural grinding. The term crushing is generally used for processing larger particles, such as particles with a diameter of approximately 13-19 mm; while grinding refers to processing particles with a diameter of less than micrometers or smaller.
The machines used for these grinding operations are called grinding machines, which can be media mills (such as tumbling mills, centrifugal mills, etc.), impact mills (such as hammer mills), or fluid energy mills. During the grinding process, the reduction in particle size is primarily due to fracture under stress.
To achieve size reduction, a large amount of abrasive media is required, such as steel, corundum, glass, nylon, and silicon carbide. When selecting these media, factors such as abrasive grain size, hardness, specific gravity, shape, and potential chemical reactions must be comprehensively considered.
7.2 Free Grinding
In barrel grinding or tumbling grinding, the workpiece, abrasive grains, and fluid tumble together in a slowly rotating container. Vibratory grinding, also known as "feed grinding," is characterized by the vibration of the container. The fluids used in these processes can be water, acid, or alkaline compounds. Barrel grinding and vibratory grinding technologies are widely used in mold making, medical, and aerospace industries, primarily for deburring, degreasing, polishing, and rust removal.

In vibratory grinding, the abrasive grains used can be made of ceramic, plastic, or metal, and their shapes vary, as shown in Figure 10. The size range of these grains is typically 3-25 mm or larger on each side. In particular, ceramic binders are a commonly used type of binder when manufacturing abrasive slices. For spherical polishing, steel grains can generate the necessary compressive stress to achieve the desired polishing effect.
Furthermore, liquid carrier compounds have a wide pH range, from acidic to alkaline, and they not only have abrasive properties but also remove contaminants during processing and keep the processed parts clean. When selecting the type of compound, both environmental impact and economic cost must be considered.
7.3 Sandblasting Process
In sandblasting, abrasive particles are precisely aimed at the workpiece surface and impacted by compressed air, centrifugal force, or pressurized water. Commonly used sandblasting abrasives include corundum, silicon carbide, and quartz. However, particulate emissions and hazardous air pollutants generated during sandblasting are major environmental problems. To effectively control these air emissions, various methods can be adopted, such as using blasting hoods, vacuum blasters, curtains, water curtains for wet blasting, and recycling systems.
 XINDA
XINDA