


























Performance testing of electromagnetic enameled wire for motor windings
Performance testing of electromagnetic enameled wire for motor windings and control of winding varnishing process
Electromagnetic enameled wire is the core raw material of motor windings. It must be able to work at high temperatures for a long time, withstand strong vibrations and frequent alternating high-speed centrifugal force impacts, withstand corona and thermal breakdown hazards under high peak voltages, and withstand chemical corrosion in special environments. When the electromagnetic coil is wound and embedded, the enameled wire is stretched, bent, and worn, and swells and corrodes after dipping and drying. The mechanical properties and electrical insulation properties of the enameled wire will not change significantly. In order to avoid unqualified electromagnetic enameled wire being used in motor windings, the enameled wire must be inspected at the factory to clearly define the key performance indicators and acceptance standards to be monitored. During the production and transportation process, attention should be paid to strengthening protection to avoid the transfer of stator and rotor windings with quality risks and reduce the probability of coil insulation failure.
1. Main performance indicators of electromagnetic enameled wire detection and control
The main performance indicators of electromagnetic enameled wire that need to be tested and controlled include the outer dimensions, mechanical properties, heat resistance, electrical properties, paint film continuity and chemical corrosion resistance of the electromagnetic enameled wire.
1.1 Dimensional inspection and control factors of electromagnetic enameled wire
The main inspection items for the external dimensions of electromagnetic enameled wires include the allowable tolerance of the wire diameter, the maximum outer diameter and the minimum paint film thickness. The allowable tolerance of the wire diameter is the allowable deviation between the actual value of the bare wire diameter and the specified value. The smaller the tolerance, the more conducive it is to the calculation of values such as resistance and number of turns during the design process. The maximum outer diameter is the maximum diameter allowed for the wire. Exceeding the maximum outer diameter will increase the coil size and increase the slot fill rate. The minimum paint film thickness is the minimum paint film thickness allowed for the wire. If the paint film is too thin, pinholes are easily generated, and the voltage resistance, scratch resistance, chemical resistance and aging resistance are reduced, which will cause serious quality risks to the motor winding.
1.2 Mechanical properties test and analysis of electromagnetic enameled wire
During the process of making the coil winding, the electromagnetic enameled wire is mainly subjected to external forces of tensile force and bending force. If the paint film of the electromagnetic wire has poor elasticity, the elongation of the paint film will be less than the elongation of the conductor after being subjected to external force, and the paint film will crack, causing damage to the inter-turn insulation of the winding. The scratch resistance of the electromagnetic enameled wire paint film is the number of scratches or the scratching force of the paint film under a certain external force. During the coil winding, wire embedding and motor operation, there will be pressure or friction acting on the enameled wire. If the core wire or paint film of the enameled wire does not meet the requirements, the mechanical force will cause varying degrees of damage to the enameled wire, increasing the probability of inter-turn failure of the enameled wire.
1.3 Analysis of heat resistance performance of enameled wire
The heat resistance of enameled wire directly affects the design standard and service life of electrical equipment. The temperature rise of electrical equipment is limited by the enameled wire used and its insulation material. Using enameled wire with higher heat resistance and matching materials can achieve better reliability under the condition of unchanged structure, and achieve energy-saving effects of reducing the size, weight, and consumption of enameled wire and other materials under the condition of keeping the power unchanged. Electromagnetic wires of different insulation grades have different heat resistance temperatures. Class B , Class F and Class H electromagnetic wires are commonly used in motor windings, and the corresponding maximum allowable temperatures are 130 ℃, 155 ℃ and 180 ℃ respectively. When testing heat resistance, pay attention to the different temperature standard limits for electromagnetic wires of different insulation grades.
1.4 Electrical performance test and analysis of electromagnetic enameled wire
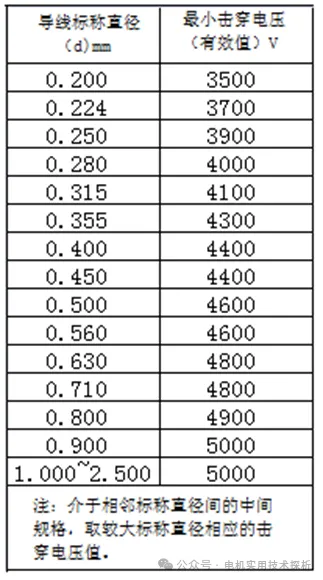
The current in the electromagnetic enameled wire circulates along the core wire of the electromagnetic wire, generating electromagnetic induction, and the motor winding does work externally. If the dielectric strength of the electromagnetic wire paint film does not reach the insulation effect between each other, it will cause inter-turn insulation damage and cause inter-turn short circuit failure. The assessment standard of dielectric strength is the minimum breakdown voltage of the electromagnetic enameled wire. The minimum breakdown voltage of electromagnetic enameled wires of different diameters is shown in Table 1. The breakdown voltage is the electrons bound in the polymer under the action of a strong electric field, which obtain energy from the electric field and become free electrons, and move in the direction of the electric field. When the free electrons collide with other bound electrons in motion, they are excited to become free electrons, and the free electrons increase the conductivity of the polymer . The polymer loses its insulation properties and is broken down. At this time, the intensity of the applied voltage is called the breakdown voltage. The heat generated when the voltage breaks down will cause thermal damage to the polymer, melting and burning. The main factors affecting the breakdown voltage of electromagnetic enameled wire are: paint film thickness and out-of-roundness, degree of curing, external impurities in the paint, etc.; the external factors affecting the breakdown voltage test data in electrical performance testing are mainly: number of twists, voltage application time, voltage rise speed, paint film elongation, and temperature when pressure is applied.
Table 1 Minimum breakdown voltage values allowed for enameled wires of different diameters
1.5 Analysis of the paint film continuity and chemical corrosion resistance of electromagnetic wire
The electromagnetic enameled wires of the loose-embedded soft windings of small and medium-sized motors have many turns of coils, are tightly wound, and have a large contact area between the wires . If the paint film between the electromagnetic wires is damaged or the pinholes overlap, it will cause a short circuit between the turns of the electromagnetic wires and burn the windings. Therefore, the paint film continuity of the electromagnetic coil must be intact, and the paint film should have sufficient corrosion resistance when it is subject to possible electrochemical corrosion and erosion by harmful solvents. For example, for marine motors used in marine environments, the stator windings need to be treated with mildew prevention so that the coils have three-proof properties: salt spray, mildew, and damp heat.
2. Hazards and detection of pinholes on enameled wire
The continuity of the paint film is a key performance indicator of electromagnetic enameled wire. It is necessary to ensure that the number of pinholes in the paint film is qualified within a certain length. A professional paint film continuity tester can be used to check the number of pinholes. The fewer the number of pinholes, the better the integrity of the paint film of the electromagnetic wire. The reasons for the pinholes in the paint film can be divided into two categories. One is the unsuitability of the copper material. The molded wire core has many burrs. It may be a problem with the raw materials themselves or caused by the wire drawing process. The other is uneven painting, impurities in the paint, the quality of the paint, and the drying method after painting, which cause defects in the paint film of the electromagnetic enameled wire and affect the continuity of the paint film.
At present, most electromagnetic wire manufacturers use the paint film continuity online detection system to detect the paint film quality of electromagnetic enameled wire in real time online during the manufacturing process. The electromagnetic wire with the number of pinholes per unit length exceeding the standard is controlled, the specific reasons are analyzed, and the wire is repaired and then transferred to the next order.
3. Process control during the insulation varnishing process of motor windings
In the manufacturing process of motor windings, the dipping and baking process is a key control link, which is mainly controlled by process equipment and process management. The motor winding dipping and baking process fills the insulating paint into all the gaps inside the winding. After drying, the winding becomes a solid whole, ensuring that the insulation, heat dissipation and vibration resistance during the operation of the motor meet the requirements and meet the comprehensive performance level of the motor. In order to ensure that the motor windings have enough paint, the materials, process parameters and process control involved in the dipping and baking process should be focused on. The viscosity of the paint during the dipping process is very critical. If the paint is too thin, there will not be enough paint in the winding to fill its gaps. If the paint is too thick, it will be difficult to enter the winding, especially the core slot. Using VPI vacuum pressure equipment for dipping can effectively improve the dipping effect. In the actual dipping production process , the status of the equipment and the viscosity of the paint must be dynamically monitored.
In the winding insulation treatment process, the varnishing and drying processes are generally carried out separately. The pre-baking before varnishing can remove moisture and air in the winding. After varnishing, drying is carried out. If the baking temperature is low, the insulating varnish that has entered the winding will be lost, resulting in poor insulation treatment effect; if the temperature is too high, it will cause aging and failure of materials such as electromagnetic wire and insulation. For most drying processes, the winding is in a static state, which will cause the insulating varnish to be unevenly distributed relative to the winding and the curing time of the insulating varnish to be too long. In order to improve the treatment effect of the winding insulating varnish, the baking equipment can add a rotating processing function to ensure that the winding is in a rotating state during the drying process, effectively improving the uniformity of the insulating varnish distribution in the winding. According to the processing technology of the winding, the varnishing and drying processes, try to increase the filling amount of the insulating varnish to ensure the immersion and baking effect. The selection of equipment, the performance parameters of the insulating varnish, the process parameters and the degree of are all the key points of production and processing process control. For some important products, secondary varnishing can be carried out. Figure 2 below is the secondary varnishing process flow chart of marine motor products.
Table 2 Secondary varnishing process of marine motor stator
Process
Processing temperature ( ℃ )
Processing time
Insulation resistance stability value
Remark
1. Pre-baking of white blank
125 ± 5
>1 h
>5 MΩ
When the ambient humidity is ≥70%,
2. First dip
Vacuum
50 ± 5
10 to 15 minutes
Vacuum degree to 0.5 ~0.8MPa
Paint
50 ± 5
5 to 10 minutes
Keep the paint surface at least 100 mm higher than the workpiece
Pressurization
10 to 15 minutes
Pressurization 0.25 ~0.3MPa
Paint
5 to 10 minutes
Paint dripping
Room temperature
10 to 25 minutes
Depends on the size of the workpiece
3. First drying
130 ± 5
2 to 3 hours
>5 MΩ
The surface is not sticky
4. Second dip
After the first dip painting and drying, proceed according to the process of the first dip painting.
5. Second drying
According to 150 ± 5 ( F grade)
>3 h
>10 MΩ
After drying, the paint film is colorless or light yellow, transparent and elastic
According to 175 ± 5 ( H grade)
>2 h
6. Spray anti-mildew paint
Room temperature
5 to 10 minutes
/
Spray evenly without any exposed areas
7. Anti-mildew paint drying
100 ~120
2 to 3 hours
>10 MΩ
Or dry at 23±2 ℃ for 24h
The paint film has uniform color and no exposed
4. Conclusion
During the manufacturing process of the motor, the insulation layer of the electromagnetic wire may be damaged in each link of winding, embedding, wiring, transportation and assembly, resulting in inter-turn faults in the winding during motor testing or actual operation. Therefore, the damage to the electromagnetic wire during the production and processing process, the adhesion and uniformity of the insulation layer of the electromagnetic wire itself, and the smoothness of the conductor directly affect the reliability of the motor enameled wire. During the stretching process of the formed winding coil, the mechanical strength of the insulation layer of the electromagnetic wire is required to be high. If the insulation layer of the poor quality electromagnetic wire is damaged, it will cause serious inter-turn insulation failure. The selection of electromagnetic wire during the design process, the satisfaction of the winding processing technology, and the protection of the insulation layer of the electromagnetic wire during the processing are the key to avoiding motor winding failures.
 XINDA
XINDA